悬臂式数控自动锁风帽机使用说明书
悬臂式数控自动锁螺丝机使用说明书
目 录
- 用途……………………………………………..2
- 技术参数………………………………………..2
- 机器结构说明…………………………………..3
- 编程说明………………………………………..4-5
- 设备生产操作说明……………………………..5-6
- 设备生产安全警示……………………………..7
- 保养事项………………………………………..7
一、用途
本机为悬臂式数控自动螺丝机,使用于遥控器,LED,笔记本电脑,玩具等电子产品自动锁螺丝。
二、设备参数
1、主机: 1套
2、螺丝供料机: 1套
3、气源: 0.5PA
4、电源: AC220V/50hz
5、重量: 100kg
6、外形尺寸: W1400mm×H780mm×D700mm
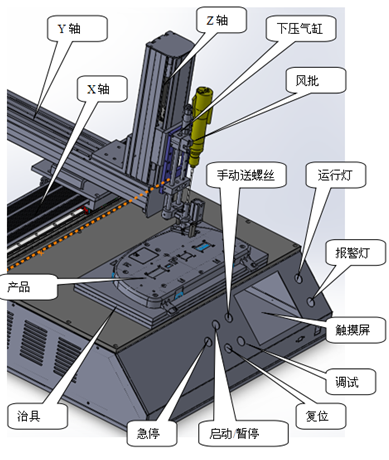
三、外形结构说明(图一)
四、编程说明
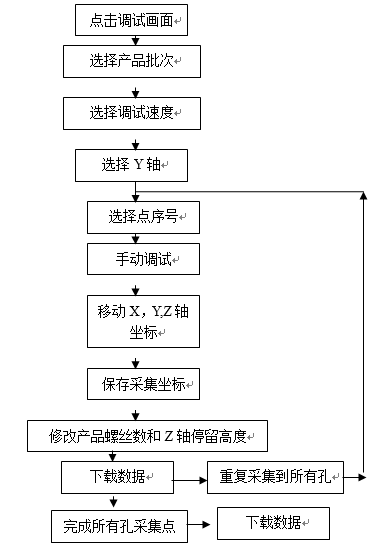
1)新建立点位数据
2)编辑坐标
如果在操作过程中,某个坐标点的位置不对,可以直接找到文件和点位,再输入坐标点和产品批次,然后点单点定位  ,手动重新调整位置后
,手动重新调整位置后 点保存。
点保存。
3)示范:
固定好产品治具后,进行以下操作。
点击  ,弹出以下窗口,进入程序编辑界面。
,弹出以下窗口,进入程序编辑界面。

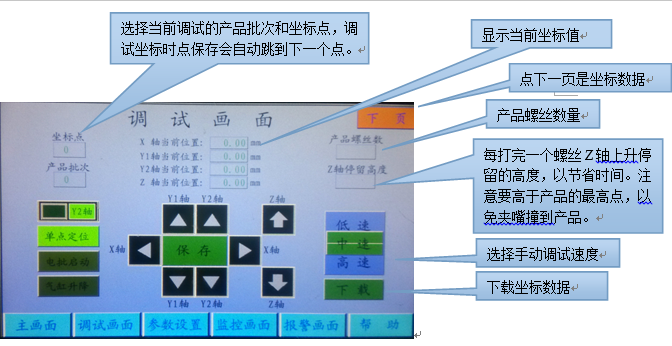
找出此治具对应的程序组,在产品批次  中可以进行选择。找到对应的批次后,找需要修改的坐标点,界面中
中可以进行选择。找到对应的批次后,找需要修改的坐标点,界面中  代表正在对其修改的点,可在此处直接输入要修改的点的序号。选择好需要修改的点之后,选择调试速度
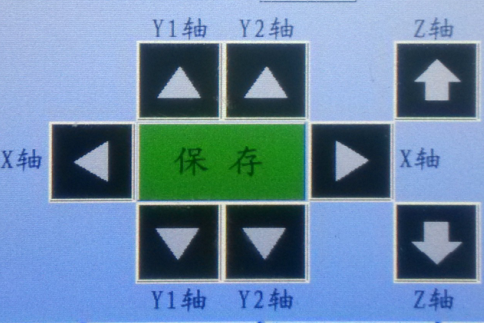
代表正在对其修改的点,可在此处直接输入要修改的点的序号。选择好需要修改的点之后,选择调试速度  。然后通过上下左右调整位置:
。然后通过上下左右调整位置:
4)点下一页,可以看到所设置的坐标点数据,也可以直接点击选择直接输入数据,然后下载。

五、机器的使用说明:
一)设备的启动生产:
-
接通螺丝机和螺丝供料机电源(220V),启动电源开关键

- 接通气源,大于0.5PA。气阀开关向左推表示开,向右拔出表示关。调气按钮向上拔出,按箭头指示+-,调气量,指示针显示气流大小。
-
进入调试画面,输入单个产品螺丝数
 ,调整Z轴停留高度
,调整Z轴停留高度  ,选择生产产品的批次
,选择生产产品的批次  ,然后下载数据
,然后下载数据  。
。 -
进入主页面,选择生产模式
 ,半自动模式点击启动1按钮,Y1轴运行,然后点击启动2按钮,Y2轴运行。全自动模式为点启动1按钮后,运行完Y1轴后自动运行Y2轴。选择Y1轴和Y2轴间隔停留时间
,半自动模式点击启动1按钮,Y1轴运行,然后点击启动2按钮,Y2轴运行。全自动模式为点启动1按钮后,运行完Y1轴后自动运行Y2轴。选择Y1轴和Y2轴间隔停留时间  ,选择电批扭力模式
,选择电批扭力模式  ,产量清零
,产量清零  。
。 -
点击复位按钮
 ,检查夹嘴上是否有螺丝,如果有螺丝取出。放入产品,点击启动按钮,开始打螺丝。
,检查夹嘴上是否有螺丝,如果有螺丝取出。放入产品,点击启动按钮,开始打螺丝。 - 如遇紧急情况可以按暂停按钮,处理完之后点击暂停按钮继续生产。或者按急停和复位按钮,机器回归原点位置。
二) 按键解析

1.电源开关:1压下开启整机设备电源,内部电源指示灯亮起,0压下,关闭整机电源。整机电源开启后,设备会自动做复位清零动作,要检查有没有阻碍物体,防止设备复位发生意外。
2. 数据输出(USB)接口:用于将坐标参数和加工数据保存在USB储存器中。
3. 启动/暂停按钮:按下启动按钮,全自动运行模式,设备按照编好的程序,进行自动锁螺丝操作。半自动模式时,点击是Y1轴启动运行。运行时点击是暂停功能。
4. 手动送螺丝:按下手动送螺丝按钮,会送出一颗螺丝到夹嘴上。
5. 复位按钮:按下复位按钮,设备复位。
6. 启动2按钮:半自动模式,按下启动2,Y2轴运行。
7.急停按钮:按下急停按钮,锁定设备运行,松开急停按钮,设备复位。
8.报警指示灯:设备出现问题的时候,报警灯亮起,带有蜂鸣声。
9.触摸屏:主要操作界面。可以操作手动状态,输入输出测试,参数设置等操作。
三)、设备报警处理:
1.设备报警时,报警灯会闪烁以及带有蜂鸣声  。
。
2.如报警画面提示无螺丝  ,请检查供料机是否卡料等或者点击复位,机器回到原点。如报警画面显示空锁或滑牙
,请检查供料机是否卡料等或者点击复位,机器回到原点。如报警画面显示空锁或滑牙 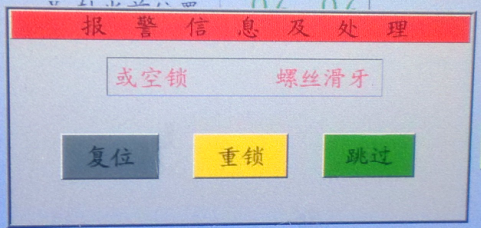 ,可选择复位,重锁或者跳转到下一个工位。
,可选择复位,重锁或者跳转到下一个工位。
四)、设备异常处理:
-
如设备点击启动,无法启动时,首先检查机器是否在原点位置,
-
也可产看IO监控检查设备是否异常

3.机器不送螺丝,检查螺丝供料机是否卡螺丝。如机器送螺丝慢,可
以调整螺丝供料器的直振速度。
4.紧急异常,请立即按下急停按钮。
六.安全操作警示
1.生产操作中,操作人员离开生产设备动作区域;
2.异常处理前,必须按下急停按钮,然后开始处理;
3.请勿在生产运行的Y轴上更换取放产品。
七.设备的保养
1.生产设备停止生产后,请关闭设备电源,关闭气源;
2.设备磨损处及滑轨定期添加润滑油(黄油),建议一个月一次。
- 上一篇:自动点胶机手持盒控制器详细使用说明(3)
- 下一篇:三轴自动锁风帽机器人编程操作说明